


TOPページ>アクリルを使ったライト加工
アクリルを使ったライト加工のいろいろな例
アクリル加工には色んな工法があります。これらは加工ベースとなるヘッドライトやテールランプの構造やスペース、更には加工したアクリル部分の使い道等の様々な条件で使い分けをする必要があります。
加工ショップとしては出来るだけたくさんの工法の引き出しを持っている程、お客様のご希望を実現させて頂けますので、日々新しい方法を考え続けています。以下に現在までに当店で確立している主な工法を紹介させて頂きます。当店ではレーザー加工機、3DCAD+3D造型機を導入していますので、高精度な製作が可能です。
■3D加工
3DCADや3D造型機を駆使して3D形状を作ります。手作業では難しい場合に使います。
【スクエアプロジェクター製作】


サンプル1
10系アルファードのヘッドライト加工
【BMWレーザーヘッドライト調の加工】


サンプル2
10系アルファードのテールランプ加工

サンプル3
NV350のテールランプ加工
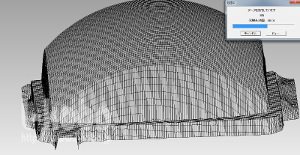
【模造バルカンの球面レンズ】

サンプル4
ジャガーのヘッドライト加工
【3D形状のフィン】

サンプル5
ホンダTODAYのテールランプ加工
【純正風レンズ製作】


サンプル6
30アルファードテールランプ加工
30アルファードヘッドライト加工
この加工では純正のレンズをスキャンして複製することも可能です。
【3Dタトゥー】


サンプル7
【アクリルに3Dタトゥー】
【オリジナルオブジェ製作】

サンプル8
プリウスのヘッドライト加工
■パネル(導光板)加工
1番オーソドックスな方法です。ライトのインナーに穴(スリット)を設けて、そこにアクリル板をはめ込んで光らせる方法です。インナーが曲面の場合は曲げ加工で曲げてはめ込みます。
サンプル1
RB1オデッセイヘッドライト


サンプル2
10系アルファードヘッドライト


サンプル3
ラクティスヘッドライト曲げ加工

サンプル4
インプレッサテールランプ


■アクリルフィン加工
アクリル板を積み重ねてフィン状態にして光らせます。パネル加工では表現出来ない質感、立体感が出ます。フィン加工の中にも天面の処理方法によって種類があります。
【天面エッチング(サンドブラストまたはレーザー)処理】
フィンの形状全体が光るのでフィンの形がはっきり出ます。
サンプル1
20アルファードヘッドライト


サンプル2
E51エルグランドロアテールランプ


サンプル3
10系アルファードヘッドライト


【天面塗装処理】
フィン先端の切り口の部分だけが光ります。
サンプル1
グロリアテールランプ


【天面メッキ処理】
塗装と同じく切り口だけが光ります。
サンプル2
オデッセイRB1テールランプ


サンプル3
オデッセイRB1ヘッドライト


【天面無処理】
つまり透明のままです。これがアクリル本来の透明感や質感を出せますが、透明な為ライトの中身が見えてしまう場合があり、構造によっては使えません。点灯時は切り口だけが光ります。
サンプル1
Z12キューブヘッドライト


サンプル2
30セルシオヘッドライト


【天面ヘアライン処理】
天面にレーザーで細い線を無数に並べて居ます。アクリルのエッジとヘアラインが光るのでフィンの形がよく分かります。
高級感を出したい場合はお勧めです。
サンプル1
マークXテールランプ

サンプル2
30アルファードヘッドライト

【変則パターン】
これもフィン加工の1種です。
サンプル
ポルシェボクスターヘッドライト


■アクリル円柱、角柱加工
アクリルの円柱や角柱を剣山の様に並べる加工です。点灯するのは先端の切り口だけです。強い光量が出せるのでウィンカーやブレーキランプにも使えます。先端だけ光るのも綺麗ですが、消灯時の側面の透明感がたまりません。ところてんみたいですね。
サンプル1
10系アルファードヘッドライト


サンプル2
コペンテールランプ


サンプル3
トゥデイテールランプ

サンプル4
25セレナヘッドライト


サンプル5
ライフフォグランプ

■ブロック削り出し加工
アクリルブロック(厚板)を削り出して加工します。通常の板では厚みが足りない場合の方法ですが、アクリル原価が非常に高額になります。
サンプル1
ムーブヘッドライト


サンプル2
トゥアレグヘッドライト


サンプル3
10系アルファードヘッドライト

サンプル4
ベンツCLSヘッドライト

■アクリルパイプ加工
アクリルパイプを使った加工
【多連装イカリング】
サンプル1
10系アルファードヘッドライト

サンプル2
30セルシオヘッドライト

【模造ミニバルカン】
サンプル1
E51エルグランドヘッドライト

サンプル2
VOXYヘッドライト

■チャンネル文字加工
厚みのある立体文字でロゴを作る加工。塗装+エッチングと違って立体感が出ます。
サンプル1
キューブテールガーニッシュ
サンプル2
クローバーの模様

サンプル3(2色発光)
オデッセイRB3ヘッドライト

サンプル4(和柄)
10系アルファードヘッドライト

■番外編
壁掛け時計
洗面所の鏡
オーディオ連動VUメーター
制御回路から作ります。盤面デザインもグラフィックタイプの物など、何でも製作可能です。

加工に際しての制約
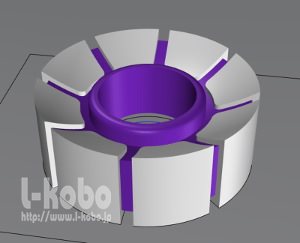
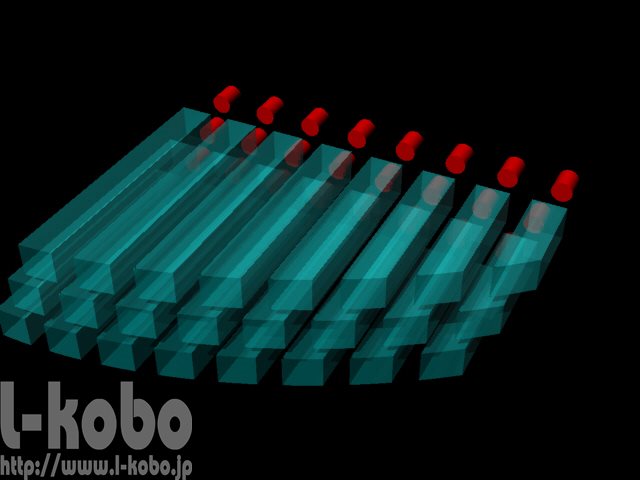
アクリル円柱加工、角柱加工、フィン加工では加工するライト側にそれ相応の奥行きが必要になり、充分な奥行きが無い場合はパネル加工になります。以下は角柱加工の場合を例にしたイメージ図ですが、角柱の奥に光源のLEDを仕込みます。この様な構造体がすっぽり収まるだけのスペースは最小限必要です。(青がアクリル角柱、赤が光源のLEDです)
光源の設置方法と光り方
アクリルを光らせる方法は主に2通りの方法があり、それぞれ一長一短があります。
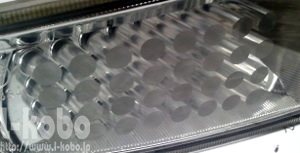
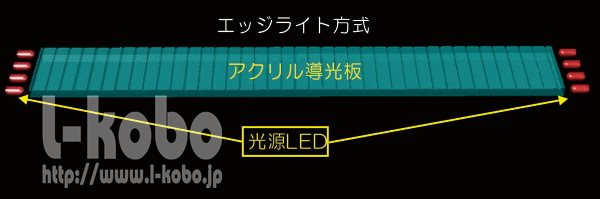
・エッジライト方式
アクリルパネルの端(エッジ)からLEDの光を入力して導光板の表面に刻んだギザギザに光りを当てて光らせる方法です。
パネル加工、フィン加工、チャンネル文字加工では主にこの方法になります。
(図の水色部分はアクリルの導光板、赤は光源のLED)
この方法の長所はLEDのツブツブが出ない事、薄く作れるのでスペース制約を受けにくい事です。
短所は強い光量が出ない事や、光源のある両端部分とパネル中央部分で明るさにムラが出る事です。
パネルの幅が大きくなるほど、中央部の光量の減衰が大きくなりムラが大きくなります。
純正のポジションランプやテールランプ(ライン発光タイプ)は殆どがこのタイプになりますが、最近ではLEDの高出力化によりデイライトやウインカーもこのエッジライト式で点灯する物が増えています。
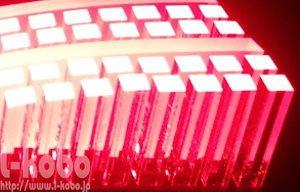
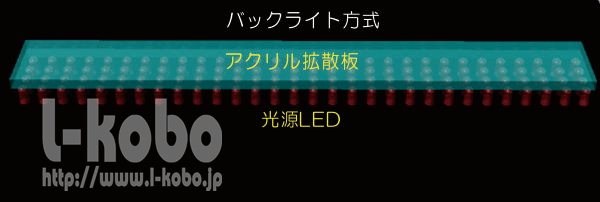
・バックライト方式
光量が必要な場合はこの様な光源の設置になります。フィン加工やブロック加工、円柱、角柱加工、アクリルパイプ加工で主に使います。ブレーキランプ、デイライト、ウィンカーの様に昼間にも明るい光量が求められる部分については下の画像の様な光源の組み方だとかなり強い光を出すことが出来るので場合によっては使える場合もあります。
(図の水色部分はアクリル拡散板、赤は光源のLED)
この方式の長所は強い光量を出せる事です。欧州車の明るいデイライトはほぼ全てこの方式です。国産車でもC-HR前期型(後期型はエッジライト)、30後期アルヴェル(デイライト有り)、レクサスのL字ポジション(近年はエッジライトが増えています)はこの方式で光って居ます。
短所としてはLEDのツブツブが出てしまう事、構造が分厚くなるのでスペースが無い場合は使えない事です。
LED光源と拡散板の距離を大きく取れる場合は拡散されてツブツブは減少します。
あるいはLEDの密度を上げてやってもツブツブは減少します。
面発光と光量の関係
上記エッジライト、バックライトの説明のイラストでは導光板、拡散板の面積は同じ面積です。
そして光源の数はエッジライトではLED8個、バックライトではLED120個です。
ロスを無視して単純に考えるとバックライトはエッジライトの15倍明るいと言う事になります。
同じ面積を光らせる場合でも製作方法によってこれだけの光量の違いが出ます。
●アクリル加工をご希望の場合はイメージ違いの防止のために、出来るだけ詳細なイメージのイラストを添付して頂くか、FAXでお送り下さい。
●アクリル加工はライトの構造や形状によって様々な制約があります。ご希望のデザインで加工出来ない事もあります。
●アクリル加工ではインナーをカットしたり削ったりする作業が増えますのでメッキが剥がれる可能性が高くなります。インナーは塗装する前提でお考え下さい。
●インナーの塗装では黒色系がお勧めです。インナーでの光りの反射が少なくなるので、発光時にアクリルの輪郭がくっきりと出ますし、消灯時もアクリルとのコントラスト比が良いのでアクリルの存在感がUPします。
アクリル加工に関するブログ記事TOPページへ